Robotprogramozás alapok: feladatok, eszközök, karrierút
Egyéb
Robotprogramozás alapok: feladatok, eszközök, karrierút | Syneo
Átfogó útmutató a robotprogramozásról: tipikus feladatok (pick-and-place, palettázás, hegesztés), szükséges eszközök, biztonság és karrierlehetőségek a gyártásban.
robotprogramozás, automatizálás, ipari robotok, PLC, vision, integráció, biztonság, karrier, digitalizáció, robotika
2026. febr. 10.

A robotprogramozás ma már nem csak az autóipar kiváltsága. Egyre több magyar gyártó és logisztikai szereplő automatizálja a hegesztést, gépkiszolgálást, palettázást vagy minőségellenőrzést, mert az élőmunka-hiány, a stabil minőségigény és a rövid szállítási határidők ezt kikényszerítik. Ha most ismerkedsz a témával, a jó hír az, hogy a robotprogramozás alaplogikája gyártótól függetlenül hasonló. A különbség jellemzően a szintaxisban, a fejlesztői környezetben és a cella körüli integrációban van.
Mit jelent a robotprogramozás a gyakorlatban?
Robotprogramozás alatt az ipari (és egyre gyakrabban kollaboratív) robotok mozgásának és viselkedésének meghatározását értjük úgy, hogy a robot egy adott feladatot biztonságosan, ismételhetően és ciklusidőre optimalizálva végezzen.
A valós projektekben a „program” ritkán csak mozgáspontok felvétele. Tipikusan része:
a perifériák (megfogó, hegesztő, adagoló, kamera, mérőeszköz) vezérlése I/O-n vagy fieldbuson keresztül,
a hibakezelés és újraindíthatóság (recovery) logikája,
az operátori kezelhetőség (HMI jellegű képernyők, üzemmódok, jogosultságok),
a biztonsági koncepcióhoz illeszkedő működés.
A háttérben pedig ott van a cella teljes automatizálása: PLC, szenzorok, pneumatikus elemek, ipari hálózatok, és sokszor a gyártásirányítási rendszerekkel (MES/ERP) való adatkapcsolat.
Tipikus robotfeladatok, és milyen tudás kell hozzájuk?
Az alábbi táblázat segít gyorsan látni, hogy egy-egy gyakori robotcél milyen készségeket húz magával. (Nem a nyelv a kritikus, hanem a problématípus.)
Robotfeladat | Tipikus iparági példa | Kritikus programozási témák | Gyakori „rejtett” buktató |
Pick and place | válogatás, csomagolás | gyors mozgások, ütközéselkerülés, I/O szinkron | megfogás ismételhetősége, alkatrész-szórás |
Gépkiszolgálás | CNC, fröccsöntő kiszolgálás | handshake PLC-vel, várakozások, hibatűrés | ajtózár, biztonsági körök, ciklusidő |
Palettázás | raktár, kiszállítás | mintázatok, dinamikus pozíciók, súlykezelés | raklap tűrések, dobozdeformáció |
Hegesztés | autóipari beszállítók | pályák, sebességprofil, szerszámkoordináták | varratminőség, kábelvezetés, fröcskölés |
Ragasztás/adagolás | elektronika, műanyag | állandó sebesség, pályasimítás | viszkozitás, hőmérséklet, cseppképzés |
Vision pick | vegyes alkatrészek | kamera-triggerek, koordináta-transzformáció | kalibráció, fényviszonyok, késleltetés |
Ha most kezdesz, érdemes olyan feladattal tanulni, ahol a siker feltétele egyértelmű (például egyszerű pick and place), majd fokozatosan beemelni a valós ipari komplexitást: PLC handshake, hibatűrés, kamerás visszacsatolás.

Robotprogramozás alapfogalmak, amiket minden gyártónál viszontlátsz
Koordinátarendszerek: bázis, szerszám, munkadarab
A robot „világát” koordinátarendszerek írják le. A legfontosabbak:
Base (robot bázis): a robot saját alapkoordinátája.
Tool / TCP (Tool Center Point): a szerszám csúcspontja (például megfogó ujj, hegesztőpisztoly csúcs).
Workobject / User frame: a munkadarab vagy a jig koordinátája.
A legtöbb későbbi pontatlanság innen ered: rosszul felvett TCP, elcsúszó munkadarab-rögzítés, hiányzó újrakalibráció. Kezdőként érdemes nagyon tudatosan kezelni, hogy „mihez képest” tanítasz pontokat.
Mozgástípusok: Joint vs Linear, és a pályaminőség
Ipari robotnál gyakran találkozol két alap mozgással:
Ízületi (joint) mozgás: gyors, de a szerszám útja a térben „kanyaroghat”.
Lineáris (linear) mozgás: a TCP közel egyenes vonalon megy, sok technológiánál (ragasztás, hegesztés) ez kulcs.
Ehhez jön a sebesség, gyorsulás, lassítás és a „blending” (pályasimítás) kérdése. A ciklusidőt gyakran nem a „max speed” emelése javítja, hanem a felesleges megállások és túlkonzervatív közelítések megszüntetése.
I/O és eseményszinkron
Robotcella ritkán működik izoláltan. A robotnak tudnia kell:
mikor foghat (vákuum OK, megfogó zárva),
mikor nyithat ajtót,
mikor indul a gép ciklusa,
mikor engedhető el a munkadarab.
Ez programozásban tipikusan digitális I/O, analóg jelek, vagy ipari kommunikáció (Profinet, EtherNet/IP, EtherCAT) formájában jelenik meg. A jó robotprogram egyik ismérve, hogy „zajos” ipari környezetben is stabilan fut, és értelmezhető hibákat ad.
Hibakezelés és újraindíthatóság
Éles gyártásban nem az a kérdés, hogy lesz-e hiba, hanem az, hogy mennyire gyorsan és biztonságosan áll vissza a termelés. Alap elvárás:
ellenőrzött megállás veszély esetén,
egyértelmű hibaüzenet (miért állt meg),
operátori lépések minimalizálása,
visszaállítás „félkész” állapotból (például alkatrész a megfogóban).
Biztonság: a robotprogramozás nem csak technika, hanem felelősség
A robotprogramozás mindig a biztonsági koncepció része. Az ipari robotokra vonatkozó alapvető szabványok közé tartozik az ISO 10218 (robotok és robotrendszerek biztonsága), kollaboratív alkalmazásoknál pedig gyakran hivatkozási alap az ISO/TS 15066. A szabványok részletei tipikusan nem ingyenesek, de a hivatalos oldalak áttekintést adnak: például az ISO 10218 áttekintője.
Gyakorlati szempontból ez azt jelenti, hogy programozóként értened kell:
mi a különbség az automata és kézi (teach) üzem között,
hogyan működnek az interlockok, biztonsági bemenetek, vészleállítók,
hogyan kell „biztonságosan közelíteni” a cellán belül,
mi az a kockázatértékelés, és miért nem megkerülhető adminisztráció.
Ha ebben bizonytalan vagy, érdemes integrátorral vagy tapasztalt safety szakemberrel együtt dolgozni. Ez nem az a terület, ahol „majd kitapasztaljuk”.
Eszközök és környezetek: mivel dolgozik egy robotprogramozó?
A robotprogramozás eszközkészlete több rétegű: van, ami a robot gyártójához kötött, és van, ami általános automatizálási „alapeszköz”.
Eszközcsoport | Mire használod? | Tipikus példák |
Teach pendant (kézi vezérlő) | pontok betanítása, jogok, diagnosztika | gyártófüggő kezelőegységek |
Offline programozás és szimuláció | virtuális cella, ütközésvizsgálat, ciklusidő becslés | ABB RobotStudio, FANUC ROBOGUIDE, KUKA.Sim, Yaskawa MotoSim |
PLC fejlesztőkörnyezet | cella logika, kézfogások, biztonsági logika integráció | TIA Portal, Studio 5000, Codesys |
Vision eszközök | pozíció és orientáció meghatározás | gyártófüggő kamerák, OpenCV alapú megoldások |
Mérés és diagnosztika | jelhibák, hálózati gondok, szenzorproblémák | multiméter, hálózati diagnosztika, logok |
A szimuláció nem csak „szép animáció”. Akkor ad üzleti értéket, ha képes vagy belőle döntéstámogató információt kinyerni: elérhetőség, ütközési kockázat, várható ciklusidő, beavatkozási pontok.
Programnyelvek: mit érdemes megtanulni, ha még nem tudod, melyik robot jön?
A gyártók saját nyelvei nagyon különbözhetnek, de a mögöttes logika sok közös elemet hordoz:
ABB: RAPID
KUKA: KRL
FANUC: TP programok, KAREL
Yaskawa: INFORM
Universal Robots: Polyscope, URScript
Kezdőként jó stratégia, ha először a közös alapokra fókuszálsz (koordináták, mozgások, I/O, hibakezelés), és csak utána mélyedsz el egy konkrét nyelv szintaxisában. Ha kutatási vagy mobil robotika érdekel, a ROS 2 ökoszisztéma is fontos lehet, de gyártási környezetben gyakran továbbra is a gyártói vezérlő és a PLC dominál.
Munkafolyamat: hogyan néz ki egy „valódi” robotprogramozási projekt?
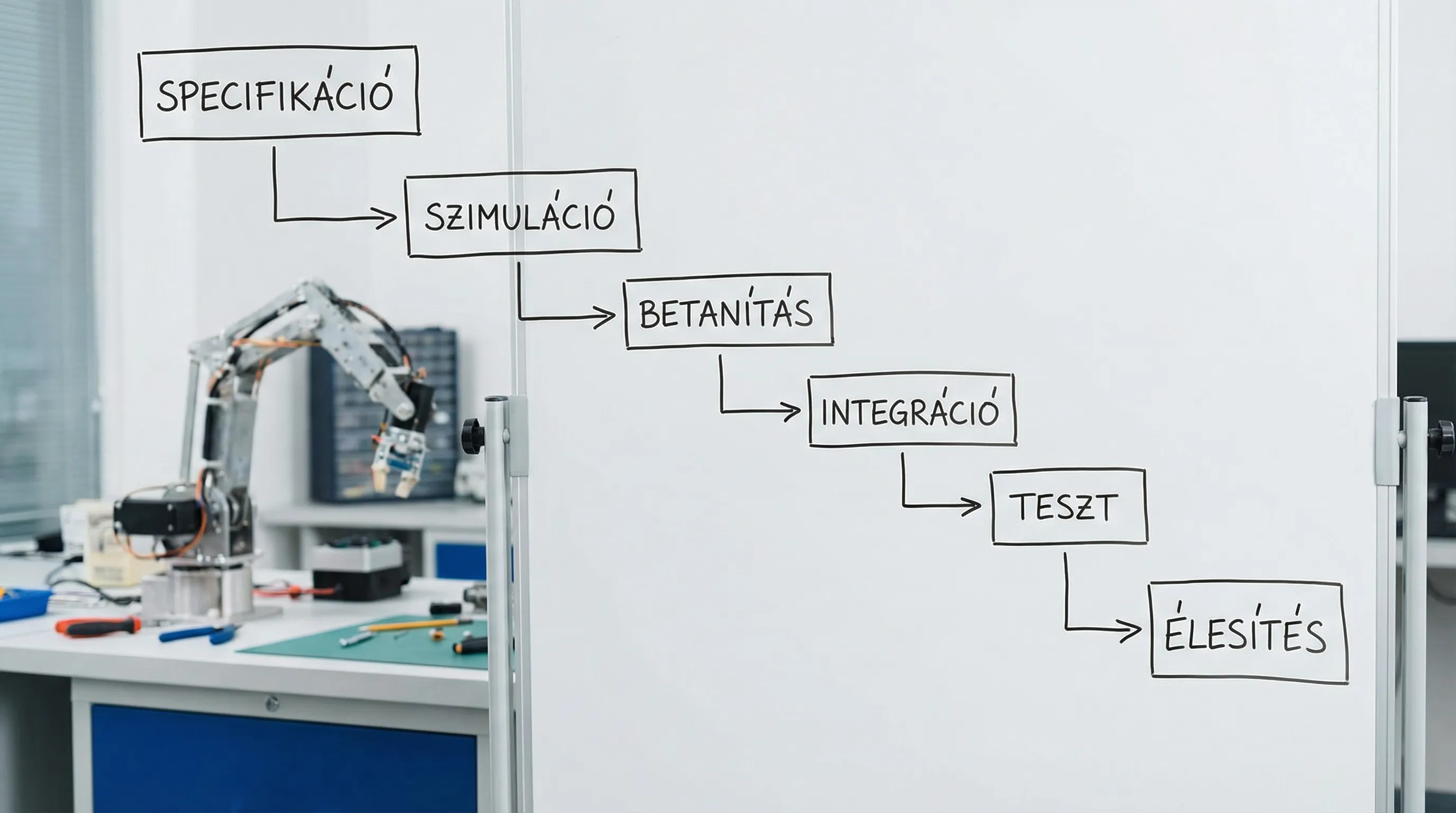
A robotprogramozás tipikusan így áll össze elejétől a stabil termelésig:
Feladat és ciklusidő cél definiálása (mi a „jó” működés, milyen toleranciákkal)
Cella- és periféria-specifikáció (megfogó, szenzorok, adagolók, biztonság)
I/O lista és handshake logika (robot-PLC-gép jelkapcsolatok)
Szimuláció vagy előzetes validáció (ütközés, elérés, alap takt)
Betanítás és programstruktúra (rutinok, üzemmódok, paraméterezés)
Hibakezelés és recovery (mit csináljon a robot bizonyos hibákra)
Élesítési tesztek (több műszak, különböző operátorok, variancia)
Dokumentáció és átadás (kezelési utasítás, karbantartási pontok)
A legtöbb csúszás ott keletkezik, hogy a „program kész” állapotot összekeverik az „üzembiztos termelés” állapottal. Ez utóbbihoz mindig kell valós tesztidő és gyártói visszajelzés.
Milyen készségek kellenek (és miket érdemes célzottan fejleszteni)?
A robotprogramozó akkor lesz igazán értékes, amikor nem csak „kódol”, hanem gyorsan megtalálja a gyártósori hiba okát is. Ehhez a következő készségek adják a legnagyobb ugrást:
Alap villamosság és ipari jelek (PNP/NPN, relék, érzékelők, árnyékolás)
PLC alapok (állapotgépek, interlockok, diagnosztika)
Mechanikai szemlélet (tűrések, rögzítés, rezgés, kábelezés)
Pneumatika/vákuum alapok (szivárgás, vákuumkapcsolók, venturi)
Adat- és loggondolkodás (hibák reprodukálása, trendek, logok)
Kommunikáció (operátorokkal, karbantartókkal, termelésvezetéssel)
Ha ipari környezetben dolgozol, a „soft” rész sokszor ugyanannyit számít, mint a technikai. Egy jól átadott, jól dokumentált cella kevesebb állásidőt jelent.
Karrierút: hogyan lehet a robotprogramozásból hosszú távú szakma?
A robotprogramozás karrierútja több irányba nyílik, attól függően, hogy inkább a gépészet, a vezérlés, vagy a rendszerszintű integráció érdekel.
Tipikus belépési pontok
Robotkezelő / operátor: alap üzemeltetés, egyszerű hibák kezelése.
Karbantartó technikus: perifériák, érzékelők, jelhibák, alap újraindítási eljárások.
Junior robotprogramozó / automatizálási mérnök: betanítás, egyszerű ciklusok, dokumentáció.
Továbblépés 2-5 év tapasztalattal
Integrátor / cella-felelős: PLC-vel, visionnel, safetyvel együtt áll össze a rendszer.
Ciklusidő-optimalizáló, folyamatfejlesztő: takt, OEE, minőség, stabilitás.
Projektvezető / műszaki vezető: több cella, több beszállító, ütemezés és kockázat.
Hosszú távú specializációk
Vision és AI alapú minőségellenőrzés (adat, modellek, validáció)
Digitális iker és szimulációs mérnökség
DevOps jellegű üzemeltetés és adatgyűjtés (monitoring, naplózás, riportok)
Érdekesség, hogy sok cég ma már ugyanazt az automatizációs szemléletet kéri a gyártásban és az értékesítésben is. Például leadek gyors válaszolása és minősítése is automatizálható AI-val, erre jó példa az Orsay AI mint AI-alapú Instagram lead-generálás és utánkövetés. A két világ más eszközökkel dolgozik, de a közös nevező ugyanaz: folyamatot leírsz, eseményeket kezelsz, hibát csökkentesz, és mérhető eredményt hozol.
Mikor érdemes külső csapatot bevonni robotprogramozáshoz?
A robotprogramozás házon belül is felépíthető, de vannak tipikus helyzetek, amikor a külső támogatás gyorsabb és biztonságosabb:
ha a projektben új robotmárka vagy új technológia jelenik meg (vision, ragasztás, hegesztés),
ha a safety és a megfelelőség kockázata magas,
ha a ciklusidő és az üzleti megtérülés szoros, és nincs idő „tanulópénzre”,
ha a robotcella több rendszerrel integrálódik (PLC, MES/ERP, minőségbiztosítási adatgyűjtés).
A Syneo olyan digitalizációs és IT fókuszú projektekkel foglalkozik, ahol a technológia üzleti eredményre van fordítva. Robotikai környezetben ez tipikusan azt jelenti, hogy a robotprogramozást érdemes a teljes folyamat részeként kezelni: specifikáció, integráció, stabil üzem, és a mérhetőség (például állásidő okok, ciklusidő trendek) kialakítása együtt adja a valódi értéket.
Összegzés: mi az „alap” robotprogramozásban 2026-ban?
Robotprogramozás alapok alatt 2026-ban már nem csak mozgáspontok felvételét értjük. Az alap a koordinátarendszerek biztos kezelése, az I/O és perifériák szinkronja, az üzembiztos hibakezelés, és a biztonsági működés tisztelete. Ha ez megvan, a gyártói nyelv megtanulása sokkal gyorsabb, és a karrierút is kiszámíthatóbb: operátorból technikus, technikusból programozó, programozóból integrátor vagy vezető mérnök.
Ha most vágsz bele, a legjobb befektetés egy kis, jól körülhatárolt feladat (például pick and place) végigvitele úgy, hogy a végén nem csak „megy”, hanem dokumentált, újraindítható és gyártósori környezetben is stabil.
